


















 +7 (495) 22-33-888,
+7 (495) 22-33-888,Фрезерование деталей и форм
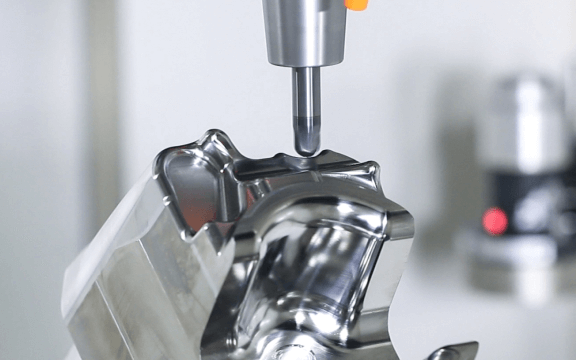
Высокоточное 3-х и 5-ти осевое фрезерование деталей форм с точностью 2~15 мкм позволяет создавать сложные высокоточные сборные формы.

Электрод пресс-формы соединителя
+ Обработка резцами диаметром 0,3 мм и радиусом 0,15мм;
+ Допустимое отклонение 2000 мелких стержней находится в пределах ± 5 мкм , а размерная стабильность составляет 5 мкм;
+ Отклонение расстояния между двумя ближайшими мелкими стержнями находится в пределах ± 2 мкм;
+ Размеры задиров составляют менее 3 мкм.

Соединительный электрод пресс-формы
+ Использование для обработки резца диаметром 0,3;
+ Допустимое отклонение 200 мелких стержней находится в пределах ± 5 мкм , а размерная стабильность составляет 5 мкм;
+ Отклонение расстояния между двумя ближайшими мелкими стержнями находится в пределах ± 2 мкм;
+ Размеры задиров составляют менее 3 мкм.

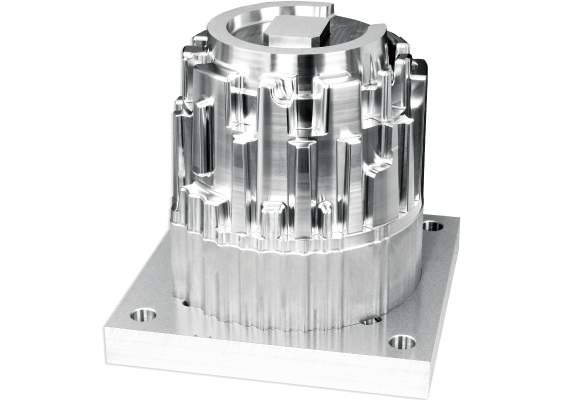
Зубчатый электрод
+ Обработка резцом радиусом 0.2 мм;
+ Допустимое отклонение 34 поверхностей зубьев находится в пределах ± 5 мкм;
+ Поверхности зубьев не имеют меток.
Электрод пресс-формы камеры
+ При чистовой обработке используется резец радиусом 0,5мм;
+ Допустимое отклонение 9 канавок находится в пределах ± 5 мкм, а размерная стабильность составляет 5 мкм;
+ Шероховатость поверхности Ra <100 нм, после 30-кратного увеличения следы от резца визуально не определяются.
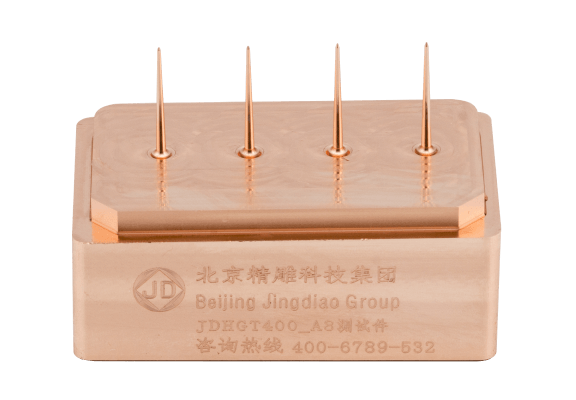
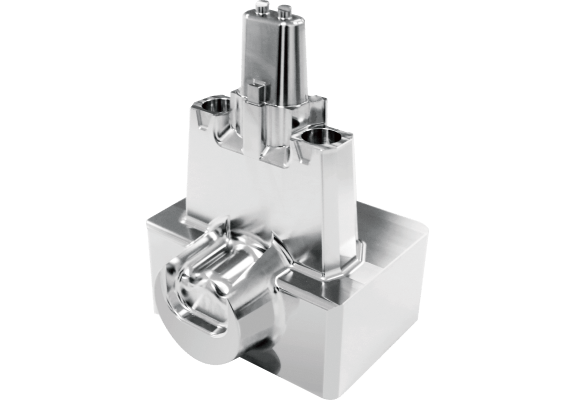
Игольчатый электрод-колонка
+ 4 небольших стержней, минимальный диаметр 0,2 мм, высота 14 мм;
+ Допустимое отклонение каждого стержня находится в пределах ± 5 мкм, а размерная стабильность составляет 5 мкм ;
+ Шероховатость поверхности Ra < 150 нм.

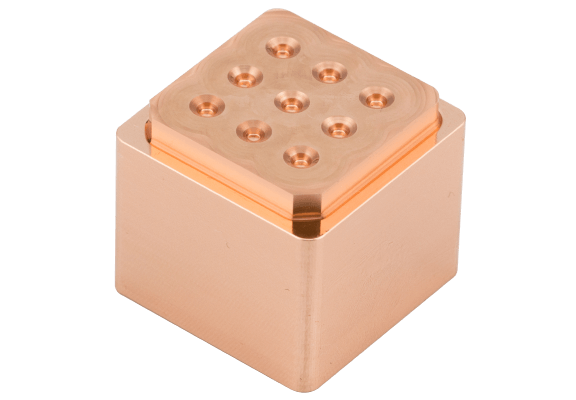
Шестипозиционный испытательный образец пресс-формы для наушников
+ Непрерывное полирование резцом с поликристаллическим алмазом (PCD) радиусом 1 мм более 19 часов;
+ Размер остающегося материала во всех положениях составляет 0,01 мм;
+ Однопозиционная шероховатость Sa ≤ 20 нм.
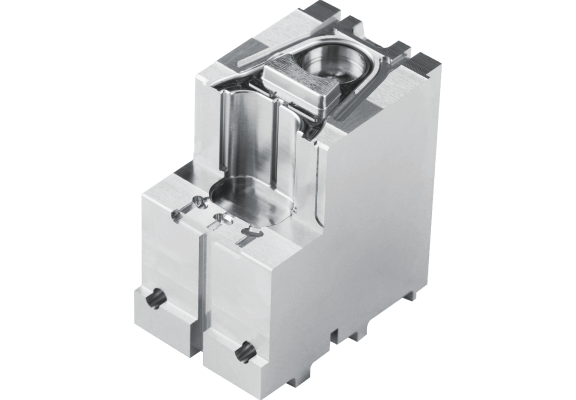
Малый прецизионный пластиковый вкладыш формы
+ Многосторонняя обработка, погрешность формы в пределах микрона;
+ Радиус минимального угла закругления правой боковой стенки составляет 0,3 мм;
+ Фрезерование резцом малого диаметра заменяет электроразрядную механическую обработку (EDM).
Вкладыши форм для четырехконтурного корпуса автомобильного тормоза
+ Размерная точность поверхности в пределах ±10 мкм;
+ Состояние следов от резца на поверхности хорошее, а шероховатость поверхности Ra ≤ 0,2 мкм.

Часть пресс-формы автомобильной фары
+ Размерная точность поверхности составляет ±10 мкм;
+ Состояние следов от резца на поверхности хорошее, а шероховатость поверхности Ra ≤ 0,3 мкм.

Вкладыш формы автомобильной двери
+ Использование резцов: D21R0.8, D6R3, D4R2, D2R1 и т.д.;
+ Выравнивание положения заготовки выполняется в течение 1 минуты с помощью пристаночной системы контроля MCMI;
+ Поверхностная метка менее 5 мкм.
Вкладыш формы цилиндра автомобильного двигателя
+ Использование резцов: D21R0.8, D6R3, D3R1.5, D1.5R0.75;
+ Размер остающегося материала 15 мкм;
+ Структура поверхности равномерная, а шероховатость поверхности Ra < 0,2 мкм;
+ Поверхностная метка менее 5 мкм

Вкладыш формы автомобильной двери
+ Использование резцов: D21R0.8, D8R0.5, D6R0.5, D1R0.5 и т.д.;
+ Шероховатость поверхности Ra 0,12-0,3 мкм;
+ Поверхностная метка менее 5 мкм.
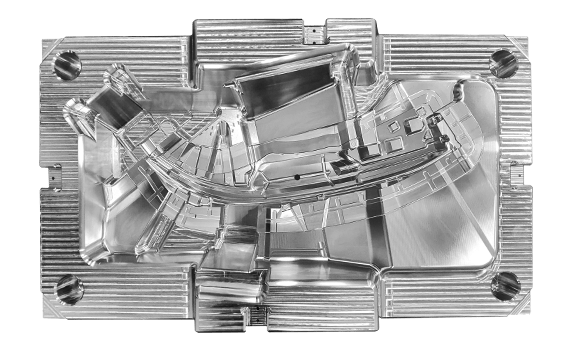
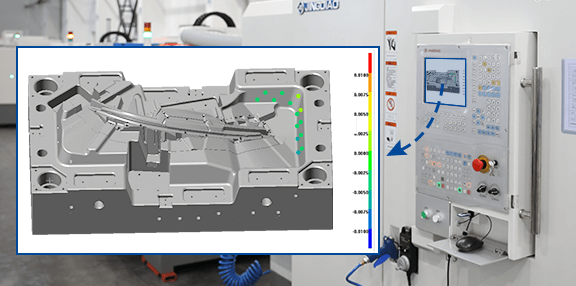
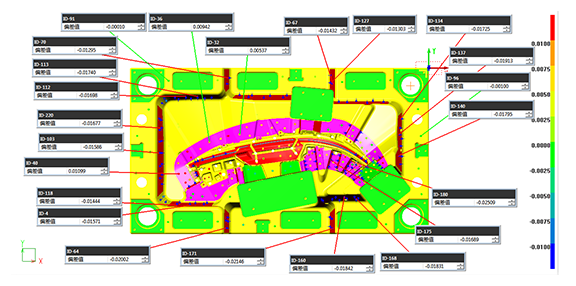
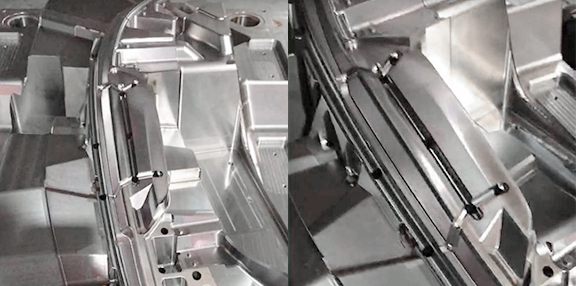
Крупная автомобильная деталь формы
+ Для повышения единовременного коэффициента успешности формовки технологией пристаночного контроля определяется припуск на механическую обработку поверхности;
+ Размерная точность сборки составляет ±15 мкм;
+ Шероховатость поверхности Ra < 0,3 мкм.
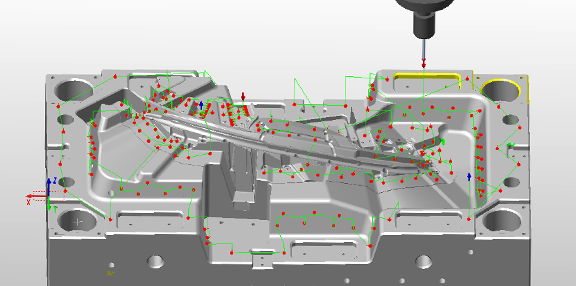
1
Контроль перед обработкой для определения состояния заготовки
2
Контроль после обработки для определения соответствия формы требованиям при разгрузке
3


Контроль в процессе обработки, анализ ошибок и своевременное исправление
4
Достижение единовременного успеха при формовке
Электрод пресс-формы соединителя
+ Обработка резцами диаметром 0,3 мм и радиусом 0,15мм;
+ Допустимое отклонение 2000 мелких стержней находится в пределах ± 5 мкм , а размерная стабильность составляет 5 мкм;
+ Отклонение расстояния между двумя ближайшими мелкими стержнями находится в пределах ± 2 мкм;
+ Размеры задиров составляют менее 3 мкм.
Соединительный электрод пресс-формы
+ Использование для обработки резца диаметром 0,3;
+ Допустимое отклонение 200 мелких стержней находится в пределах ± 5 мкм , а размерная стабильность составляет 5 мкм;
+ Отклонение расстояния между двумя ближайшими мелкими стержнями находится в пределах ± 2 мкм;
+ Размеры задиров составляют менее 3 мкм.
Зубчатый электрод
+ Обработка резцом радиусом 0.2 мм;
+ Допустимое отклонение 34 поверхностей зубьев находится в пределах ± 5 мкм;
+ Поверхности зубьев не имеют меток.
Электрод пресс-формы камеры
+ При чистовой обработке используется резец радиусом 0,5мм;
+ Допустимое отклонение 9 канавок находится в пределах ± 5 мкм, а размерная стабильность составляет 5 мкм;
+ Шероховатость поверхности Ra <100 нм, после 30-кратного увеличения следы от резца визуально не определяются.
Игольчатый электрод-колонка
+ 4 небольших стержней, минимальный диаметр 0,2 мм, высота 14 мм;
+ Допустимое отклонение каждого стержня находится в пределах ± 5 мкм, а размерная стабильность составляет 5 мкм ;
+ Шероховатость поверхности Ra < 150 нм.
Шестипозиционный испытательный образец пресс-формы для наушников
+ Непрерывное полирование резцом с поликристаллическим алмазом (PCD) радиусом 1 мм более 19 часов;
+ Размер остающегося материала во всех положениях составляет 0,01 мм;
+ Однопозиционная шероховатость Sa ≤ 20 нм.
Малый прецизионный пластиковый вкладыш формы
+ Многосторонняя обработка, погрешность формы в пределах микрона;
+ Радиус минимального угла закругления правой боковой стенки составляет 0,3 мм;
+ Фрезерование резцом малого диаметра заменяет электроразрядную механическую обработку (EDM).
Вкладыши форм для четырехконтурного корпуса автомобильного тормоза
+ Размерная точность поверхности в пределах ±10 мкм;
+ Состояние следов от резца на поверхности хорошее, а шероховатость поверхности Ra ≤ 0,2 мкм.
Часть пресс-формы автомобильной фары
+ Размерная точность поверхности составляет ±10 мкм;
+ Состояние следов от резца на поверхности хорошее, а шероховатость поверхности Ra ≤ 0,3 мкм.
Вкладыш формы автомобильной двери
+ Использование резцов: D21R0.8, D6R3, D4R2, D2R1 и т.д.;
+ Выравнивание положения заготовки выполняется в течение 1 минуты с помощью пристаночной системы контроля MCMI;
+ Поверхностная метка менее 5 мкм.
Вкладыш формы цилиндра автомобильного двигателя
+ Использование резцов: D21R0.8, D6R3, D3R1.5, D1.5R0.75;
+ Размер остающегося материала 15 мкм;
+ Структура поверхности равномерная, а шероховатость поверхности Ra < 0,2 мкм;
+ Поверхностная метка менее 5 мкм
Вкладыш формы автомобильной двери
+ Использование резцов: D21R0.8, D8R0.5, D6R0.5, D1R0.5 и т.д.;
+ Шероховатость поверхности Ra 0,12-0,3 мкм;
+ Поверхностная метка менее 5 мкм.
Крупная автомобильная деталь формы
+ Для повышения единовременного коэффициента успешности формовки технологией пристаночного контроля определяется припуск на механическую обработку поверхности;
+ Размерная точность сборки составляет ±15 мкм;
+ Шероховатость поверхности Ra < 0,3 мкм.
1
Контроль перед обработкой для определения состояния заготовки
2
Контроль после обработки для определения соответствия формы требованиям при разгрузке
3
Контроль в процессе обработки, анализ ошибок и своевременное исправление
4
Достижение единовременного успеха при формовке
Выбор подходящего станка с учетом формы и размера деталей
Для достижения идеальных результатов формовки и литься требуются высокоточные формы. Оборудование MCMI Red Line идеально для производства таких форм!





















