


















 +7 (495) 22-33-888,
+7 (495) 22-33-888,Комбинированная обработка отливок под давлением
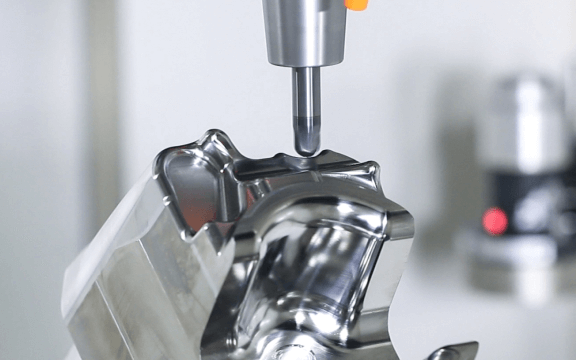
Сверление, фрезерование, нарезание резьбы и шлифование с точностью обработки менее 20 мкм
Случаи применения

Отливка под давлением кожуха маховика
+ 5-координатный высокоскоростной многоцелевой станок компании MCMI выполняет позиционную обработку с помощью одного зажимного устройства;
+ Максимальное количество резцов - 51;
+ Применение фрезерования, растачивания, сверления, нарезания резьбы, рассверливания и прочих методов обработки.

Отливка под давлением крышки шестерен
+ Ошибка в определении расстояния между основной поверхностью обработки и базовой поверхностью составляет менее 0,1 мм;
+ Использование MCMI в технологии машинного контроля для быстрого выравнивания заготовок и реализации мелкосерийного производства;
+ 5-координатный высокоскоростной многоцелевой станок компании MCMI выполняет позиционную обработку с помощью одного зажимного устройства;
+ Применение фрезерования, растачивания, сверления, нарезания резьбы, рассверливания и прочих методов обработки.
+ Время цикла составляет 22 мин.

Отливка дроссельной заслонки под давлением
+ Соосность отверстия менее 0,01 мм, шероховатость при рассверливании Ra≤0,2 мкм;
+ Производительность до 98%.
Отливка под давлением кожуха маховика
+ 5-координатный высокоскоростной многоцелевой станок компании MCMI выполняет позиционную обработку с помощью одного зажимного устройства;
+ Максимальное количество резцов - 51;
+ Применение фрезерования, растачивания, сверления, нарезания резьбы, рассверливания и прочих методов обработки.
Отливка под давлением крышки шестерен
+ Ошибка в определении расстояния между основной поверхностью обработки и базовой поверхностью составляет менее 0,1 мм;
+ Использование MCMI в технологии машинного контроля для быстрого выравнивания заготовок и реализации мелкосерийного производства;
+ 5-координатный высокоскоростной многоцелевой станок компании MCMI выполняет позиционную обработку с помощью одного зажимного устройства;
+ Применение фрезерования, растачивания, сверления, нарезания резьбы, рассверливания и прочих методов обработки.
+ Время цикла составляет 22 мин.
Отливка дроссельной заслонки под давлением
+ Соосность отверстия менее 0,01 мм, шероховатость при рассверливании Ra≤0,2 мкм;
+ Производительность до 98%.
Выбор подходящего станка в соответствии с формой и размером деталей
5-координатный высокоскоростной многоцелевой станок компании MCMI оснащен шпинделем MCMI с большим крутящим момент и соответствует требованиям большого объема резки с использованием различных резцов и, следовательно, возможностью сверления, фрезерования, растачивания и шлифования отливок под давлением.












Ключевая конфигурация
Высокоточный шпиндель с возможностью комбинированной обработки
Возможность фрезерования, сверления, нарезания резьбы, растачивания, рассверливания и шлифования


Удовлетворение потребностей в резцах для обработки деталей сложной формы
Для использования комбинированных резцов и специальных резцов при комбинированной обработке можно выбирать цепной тип, дисковый тип и другой инструментальный магазин большой вместимости.


Система удаления стружки станка
Система удаления стружки имеет отличную производительность, включая внутреннее распыление, внутренний шнековый конвейер для удаления стружки, внешний скребковый конвейер для удаления стружки и т. д. Они могут обеспечивать эффективное удаление стружки в процессе обработки и в значительной степени сокращать частоту ручной очистки стружки.

