


















 +7 (495) 22-33-888,
+7 (495) 22-33-888,Прецизионное сверление отверстий
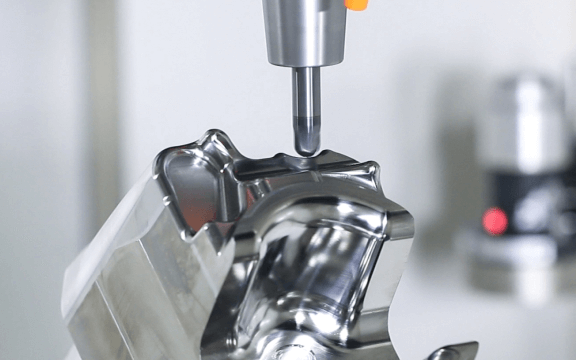
Стабильное прецизионное сверление отверстий с точностью обработки 2-5 мкм.
Случаи применения

Испытательный образец подгонки отверстия и колонки
+ Фрезерование и шлифование внутренних отверстий;
+ Шероховатость поверхности отверстий Ra < 0,1 мкм;
+ Отклонение положения отверстий менее 3 мкм;
+ Отверстия и колонны одинакового диаметра могут быть взаимозаменяемы.

Деталь верхней накладки насоса-дозатора
+ С учетом центрального отверстия, размерная погрешность, погрешность позиционирования и цилиндричность отверстий для позиционирования составляет менее 5 мкм
+ Шероховатость поверхности Ra < 0,2 мкм.
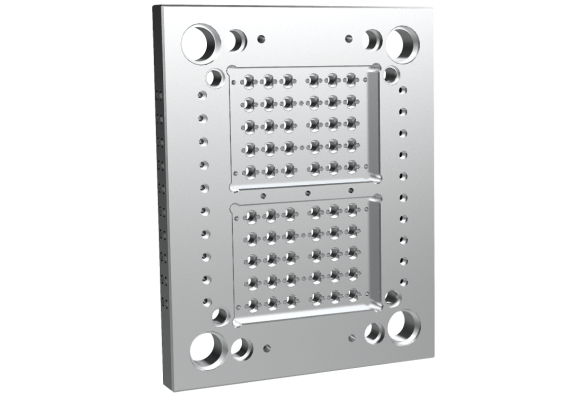
Основа формы
+ Ошибка согласованности отверстий ≤ 2 мкм; Размерная точность диаметра отверстия < 3 мкм;
+ Точность позиционирования отверстий составляет ±5 мкм; Круглость, цилиндричность, вертикальность ≤ 3 мкм.
Испытательный образец подгонки отверстия и колонки
+ Фрезерование и шлифование внутренних отверстий;
+ Шероховатость поверхности отверстий Ra < 0,1 мкм;
+ Отклонение положения отверстий менее 3 мкм;
+ Отверстия и колонны одинакового диаметра могут быть взаимозаменяемы.
Деталь верхней накладки насоса-дозатора
+ С учетом центрального отверстия, размерная погрешность, погрешность позиционирования и цилиндричность отверстий для позиционирования составляет менее 5 мкм
+ Шероховатость поверхности Ra < 0,2 мкм.
Основа формы
+ Ошибка согласованности отверстий ≤ 2 мкм; Размерная точность диаметра отверстия < 3 мкм;
+ Точность позиционирования отверстий составляет ±5 мкм; Круглость, цилиндричность, вертикальность ≤ 3 мкм.
Выбор подходящего станка в соответствии с формой и размером деталей
Эффективность и стабильность обеспечения качества 3-координатного высокоскоростного многоцелевого станка компании MCMI столь же безупречны, как и координатное шлифование, в следующей ситуации:
Шлифование отверстий в твердых металлических материалах (HRC50) с размерной точностью 2 ~ 5 мкм и точностью позиционирования








Ключевая конфигурация
Высокоскоростной прецизионный шпиндель
Шлифовальная система защиты
Шлифовальная система фильтрации
Система правки шлифовального круга
Устройство измерения диаметра шлифовального круга
Проверенные решения MCMI для прецизионной обработки
Для прецизионного шлифования отверстий требуется многократное шлифование. В дополнение к шлифованию требуется проведение других операций, включая выравнивание положения заготовки, приемочный контроль материала, очистка заготовки, контроль остающегося материала заготовки и т. д. В случае выполнения этих операций вручную, обработка будет прерывистой, а внутристаночная среда будет изменена.
3-координатный высокоскоростной многоцелевой станок компании MCMI может выполнять вышеуказанные действия автоматически. Ключевым моментом является разработка программ обработки, проверки и контроля в программном обеспечении и предоставление программе возможности запуска станка, с целью обеспечения непрерывность обработки на станке и реализации рабочего режима «станочной автоматизации».
Для внедрения этого эффективного и точного рабочего режима на своем предприятии свяжитесь с нами.